|
|
|
|
|
|||
|
|
||||||







|
Operating Recommendations |
|
Coolant: Dressing: Truing: |
| Grit size and its Relationship to Finish | |||
| Mesh Size | Average Particle Size |
Application | Resulting Finish (Approximate RMS) |
| 80 | .009" | Roughing only - finish quality irrelevent | 15 |
| 100 | .006 | General roughing - all types of grinding | 10-15 |
| 120 | .005 | General purpose - fast stock removal | 7-12 |
| 150 | .004 | General purpose - all types of grinding | 5-10 |
| 180 | .003 | Intermediate-faster cut than finishing wheel | 4-8 |
| 220 | .0025 | Finish grinding - all types | 4-6 |
| 320 | .0012 | Power fluting | 4 |
| 400 | .0009 | Tool primaries | 3 |
| 500 | .0007 | Increasingly finer finishes | 3 |
| 600 | .0005 | Finer finishes for gages, roll, tools, etc. | 1-2 |
| 800 | .0003 | Polishing gages, rolls, dies, etc. | 1-2 |
| 1000 | .0002 | Finer polishing of gages, rolls, dies, etc. | 1 |
Resin & Metal Bond - Diamond & CBN Grinding Wheels [top]
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Type
D1A1 Diamond in Periphery |
.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Please specify abrasive type, size & concentration; as well as hole diameter and material being machined. Many other sizes and styles available. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Please specify abrasive type, size & concentration; as well as hole diameter and material being machined. Many other sizes and styles available. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Please specify abrasive type, size & concentration; as well as hole diameter and material being machined. Many other sizes and styles available. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Please specify abrasive type, size & concentration; as well as hole diameter and material being machined. Many other sizes and styles available. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
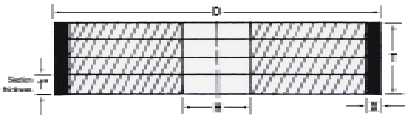
| Type
D1A1 Sectional Wheels with Straight Joints Diamond in Periphery Centerless Grinding |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Type
D1A1R Continuous Rim Cut-Off Blades Resin or Metal Bond |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Type
D1V1 Straight "V" Face (Bevelled) Diamond in Periphery |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
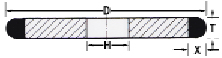
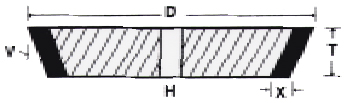
| Type D4A2P Diamond in Rim Aluminum Body |
 |
|||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Hole Diameter (H") |
Rim Width (W") |
Core Thickness (E") |
Core Flat (J") |
Back Angle (S°) |
Diamond Depth (X") |
| 33-0400 | 4" | 5/16" | S P E C I F Y |
1/8" | 1/4" | 2-3/8" | 15° | 1/16" |
| 33-0401 | 1/8" | |||||||
| 33-0405 | 3/16" | 1/16" | ||||||
| 33-0406 | 1/8" | |||||||
| 33-0410 | 1/4" | 1/16" | ||||||
| 33-0411 | 1/8" | |||||||
| 33-0600 | 6" | 5/16" | 1/8" | 1/4" | 2-1/2" | 8° | 1/16" | |
| 33-0601 | 1/8" | |||||||
| 33-0605 | 3/16" | 1/16" | ||||||
| 33-0606 | 1/8" | |||||||
| 33-0610 | 1/4" | 1/16" | ||||||
| 33-0611 | 1/8" | |||||||
| 33-0620 | 6" | 7/16" | 1/8" | 3/8" | 2-1/2" | 11° | 1/16" | |
| 33-0621 | 1/8" | |||||||
| 33-0625 | 3/16" | 1/16" | ||||||
| 33-0626 | 1/8" | |||||||
| 33-0630 | 1/4" | 1/16" | ||||||
| 33-0631 | 1/8" | |||||||
| 33-0850 | 8" | 1/2" | 1/8" | 7/16" | 3" | 9° | 1/16" | |
| 33-0851 | 1/8" | |||||||
| 33-0855 | 3/16" | 1/16" | ||||||
| 33-0856 | 1/8" | |||||||
| 33-0860 | 1/4" | 1/16" | ||||||
| 33-0861 | 1/8" | |||||||
| Type D2A2T Threaded Holes Diamond in Rim |
 |
|||||||||
| Please specify hole size, bolt circle diameter, number of bolt holes, diameter & depth of bolt holes, and thread size in holes. | ||||||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Diamond Depth (X") |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Diamond Depth (X") |
|
| 09-0600 | 6" | 7/8" | 1/2" | 1/8" | 09-1010 | 10" | 3/4" | 1/2" | 1/8" | |
| 09-0601 | 1/4" | 09-1011 | 1/4" | |||||||
| 09-0610 | 5/8" | 1/8" | 09-1030 | 1" | 1/8" | |||||
| 09-0611 | 1/8" | 09-1031 | 1/4" | |||||||
| 09-0620 | 3/4" | 1/8" | 09-1100 | 11" | 3/4" | 1/8" | ||||
| 09-0621 | 1/4" | 09-1101 | 1/4" | |||||||
| 09-0950 | 250mm | 34mm | 8mm | 1/8" | 09-1110 | 1" | 1/8" | |||
| 09-0951 | 1/4" | 09-1111 | 1/4" | |||||||
| 09-0960 | 10mm | 1/8" | 09-1800 | 18" | 3/4" | 1/8" | ||||
| 09-0961 | 1/4" | 09-1801 | 1/4" | |||||||
| 09-1000 | 10" | 3/4" | 1/4" | 1/8" | 09-1810 | 1" | 1/8" | |||
| 09-1001 | 1/4" | 09-1811 | 1/4" | |||||||
| Type D2A2 Diamond in Rim |
 |
||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Hole Size |
Diamond Depth (X") |
| 09A-0500 | 5" | 1/4" | 1" | 3 or 3.018 | 1/32" |
| 09A-0501 | 1/16" | ||||
| When requesting a price or placing an order, please provide us with the information listed below: D = Wheel Diameter |
 |
Type D3A1 |
 |
Type D14A1 |
| Type D6A2 Diamond in Rim (Without Bolt Holes) |
 |
|||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Hole Diameter (H") |
Rim Width (W") |
Back Thickness (E") |
Diamond Depth (X") |
| 11-0310 | 3" | 3/4" | S P E C I F Y |
1/4" | 3/8" | 1/16" |
| 11-0311 | 1/8" | |||||
| 11-0410 | 4" | 1/2" | 1/16" | |||
| 11-0411 | 1/8" | |||||
| 11-0610 | 6" | 3/16" | 1/16" | |||
| 11-0611 | 1/8" | |||||
| Type D6A2C Diamond in Rim (With Bolt Holes) |
 |
|||||||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Diamond Depth (X") |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Diamond Depth (X") |
|
| 13-0605 | 6" | 3/4" | 1/4" | 7/16" | 1/16" | 13-0705 | 7" | 1-1/4" | 1" | 1/2" | 1/16" | |
| 13-0606 | 1/8" | 13-0706 | 1/8" | |||||||||
| 13-0615 | 3/8" | 1/16" | 13-0715 | 3/4" | 3/4" | 7/16" | 1/16" | |||||
| 13-0616 | 1/8" | 13-0716 | 1/8" | |||||||||
| 13-0625 | 1/2" | 1/16" | 13-1005 | 10" | 1" | 3/4" | 1/16" | |||||
| 13-0626 | 1/8" | 13-1006 | 1/8" | |||||||||
| 13-0635 | 3/4" | 1/16" | 13-1015 | 1" | 1/16" | |||||||
| 13-0636 | 1/8" | 13-1016 | 1/8" | |||||||||
| 13-0645 | 1" | 1/16" | 13-1405 | 14" | 1/16" | |||||||
| 13-0646 | 1/8" | 13-1406 | 1/8" | |||||||||
| 13-0655 | 1-1/4" | 3/4" | 1/16" | |||||||||
| 13-0656 | 1/8" | |||||||||||
| Type D6A2H Diamond in Rim (With Bolt Holes) |
 |
Please specify bolt circle, hole diameter, and # of holes. | ||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Hole Diameter (H") |
Rim Width (W") |
Back Thickness (E") |
Diamond Depth (X") |
| 12-0500 | 5" | 1" | 1-1/4" | 1-1/16" | 1/2" | 1/16" |
| 12-0501 | 1/8" | |||||
| Type D6A9 Diamond in Periphery |
 |
Type D9A3H Diamond in Rim (With Bolt Holes) Type D9A3 (Without Bolt Holes) |
 |
||||||||||
| Order # | Wheel Diameter (D') |
Wheel Thickness (T") |
Back Thickness (E") |
Inside Flat (K") |
Insert Length (U") |
Diamond Depth (X") |
Order # | Wheel Diameter (D') |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Diamond Depth (X") |
|
| 10-0310 | 3' | 1-1/2" | 3/8" | 2-1/4" | 1/2" | 1/16" | 14-0605 | 6' | 1" | 1/4" | 1/2" | 1/16" | |
| 10-0311 | 1/8" | 14-0606 | 1/8" | ||||||||||
| 10-0404 | 4' | 3/4" | 9/32" | 3-3/16" | 1/4" | 1/16" | 14-0615 | 3/8" | 1/16" | ||||
| 10-0405 | 1/8" | 14-0616 | 1/8" | ||||||||||
| 10-0407 | 3/8" | 1/16" | 14-0625 | 1/2" | 1/16" | ||||||||
| 10-0408 | 1/8" | 14-0626 | 1/8" | ||||||||||
| 10-0410 | 1-1/4" | 1/2" | 3" | 1/16" | 14-0705 | 7' | 1/4" | 1/16" | |||||
| 10-0411 | 1/8" | 14-0706 | 1/8" | ||||||||||
| 10-0600 | 6' | 1-1/2" | 3/8" | 5" | 1/4" | 1/16" | 14-0715 | 3/8" | 1/16" | ||||
| 10-0601 | 1/8" | 14-0716 | 1/8" | ||||||||||
| 10-0605 | 1/2" | 1/16" | |||||||||||
| 10-0606 | 1/8" | ||||||||||||
| Type D11V9 Flaring Cup Diamond in Periphery |
 |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Back Thickness (E") |
Inside Flat (K") |
Back Angle (S°) |
Insert Length (U") |
Diamond Depth (X") |
| 17-0305 | 3" | 1-1/4" | 1/2" | 1-3/4" | 70° | 3/8" | 1/16" | ||
| 17-0306 | 1/8" | ||||||||
| 17-0375 | 3-3/4" | 1-1/2" | 3/8" | 2-5/16" | 1/16" | ||||
| 17-0376 | 1/8" | ||||||||
| 17-0505 | 5" | 1-3/4" | 7/16" | 3-1/4" | 7/16" | 1/16" | |||
| 17-0506 | 1/8" |
| Type D12V9 Dish Diamond in Periphery |
 |
|||||||||||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Back Thickness (E") |
Inside Flat (K") | Dish Angle (B°) | Insert Length (U") | Diamond Depth (X") |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Back Thickness (E") |
Inside Flat (K") | Dish Angle (B°) | Insert Length (U") | Diamond Depth (X") |
|
| 18-0305 | 3" | 1/2" | 1/4" | 1-1/2" | 30° | 1/4" | 1/16" | 18-0415 | 4" | 7/8" | 3/8" | 2" | 45° | 3/8" | 1/16" | |
| 18-0306 | 1/8" | 18-0416 | 1/8" | |||||||||||||
| 18-0315 | 7/8" | 3/8" | 1-1/8" | 45° | 3/8" | 1/16" | 18-0605 | 6" | 3/4" | 3" | 30° | 1/4" | 1/16" | |||
| 18-0316 | 1/8" | 18-0606 | 1/8" | |||||||||||||
| 18-0405 | 4" | 1/2" | 1/4" | 2" | 30° | 1/4" | 1/16" | |||||||||
| 18-0406 | 1/8" | |||||||||||||||
| Type D11A2 Flaring Cup Diamond in Rim |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Inside Flat (K") |
Back Angle (S°) |
Diamond Depth (X") |
| 15-0305 | 3" | 7/8" | 3/8" | 3/8" | 1-3/4" | 57° | 1/16" | |
| 15-0306 | 1/8" | |||||||
 |
15-0315 | 1-5/16" | 75° | 1/16" | ||||
| 15-0316 | 1/8" | |||||||
| 15-0350 | 3-1/2" | 2-1/4" | 72° | 1/16" | ||||
| 15-0351 | 1/8" | |||||||
| 15-0405 | 4" | 1-1/4" | 1/2" | 1/2" | 66° | 1/16" | ||
| 15-0406 | 1/8" | |||||||
| 15-0505 | 5" | 1-3/4" | 3/8" | 3-1/8" | 69° | 1/16" | ||
| 15-0506 | 1/8" |
| Type D12A2 Diamond in Rim |
 |
|||||||||||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Inside Flat (K") |
Dish Angle (B°) |
Diamond Depth (X") |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Inside Flat (K") | Dish Angle (B°) | Diamond Depth (X") |
|
| 19-0305 | 3" | 1/2" | 1/4" | 5/16" | 1-1/4" | 28° | 1/16" | 19-0415 | 4" | 1/2" | 3/8" | 5/16" | 2" | 22° | 1/16" | |
| 19-0306 | 1/8" | 19-0416 | 1/8" | |||||||||||||
| 19-0315 | 7/8" | 1/8" | 3/8" | 1-3/8" | 45° | 1/16" | 19-0600 | 6" | 1" | 1/8" | 1/2" | 2-5/8" | 30° | 1/16" | ||
| 19-0316 | 1/8" | 19-0601 | 1/8" | |||||||||||||
| 19-0325 | 1/8" | 1/16" | 19-0605 | 3/16" | 1/16" | |||||||||||
| 19-0326 | 1/8" | 19-0606 | 1/8" | |||||||||||||
| 19-0335 | 3/8" | 1/16" | 19-0615 | 1/4" | 1/16" | |||||||||||
| 19-0336 | 1/8" | 19-0616 | 1/8" | |||||||||||||
| 19-0400 | 4" | 3/8" | 1/8" | 5/16" | 3-1/2" | 20° | 1/16" | 19-0625 | 3/8" | 1/16" | ||||||
| 19-0401 | 1/8" | 19-0626 | 1/8" | |||||||||||||
| 19-0405 | 1/2" | 1/4" | 2-1/4" | 27° | 1/16" | |||||||||||
| 19-0406 | 1/8" | |||||||||||||||
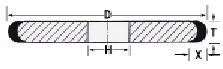
| Type D15A2 Diamond in Rim |
Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Rim Width (W") |
Back Thickness (E") |
Inside Flat (K") |
Dish Angle (B°) |
Diamond Depth (X") |
| 20-0605 | 6" | 3/4" | 1/8" | 7/16" | 3-1/8" | 45° | 1/16" | |
| 20-0606 | 1/8" | |||||||
 |
20-0615 | 3/16" | 1/16" | |||||
| 20-0616 | 1/8" | |||||||
| 20-0625 | 1/4" | 1/16" | ||||||
| 20-0626 | 1/8" | |||||||
| 20-0635 | 3/8" | 1/16" | ||||||
| 20-0636 | 1/8" |
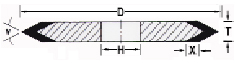
| Type D15V9 Diamond in Periphery |
 |
|||||||
| Order # | Wheel Diameter (D") |
Wheel Thickness (T") |
Hole Diameter (H") |
Back Thickness (E") |
Inside Flat (K") |
Dish Angle (B°) |
Insert Length (U") |
Diamond Depth (X") |
| 22-0304 22-0306 |
3 | 1/2 | S P E C I F Y |
1/4 | 1-1/2 | 45° | 7/32 | 1/16 1/8 |
| 22-0405 22-0406 |
4 | 3/4 | 7/16 | 2-1/4 | 45° | 9/32 | 1/16 1/8 |
|
| 22-0600 22-0601 |
6 | 3/4 | 7/16 | 3 | 30° | 1/4 | 1/16 1/8 |
|
| 22-0605 22-0606 |
6 | 3/4 | 7/16 | 3-1/8 | 45° | 1/4 | 1/16 1/8 |
|
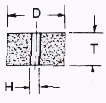
| Type DHH1 Diamond in Periphery |
 |
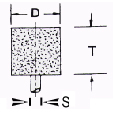
Type DHH2 Diamond in Periphery |
 |
|||||||||
| Order # | Hone Thickness (T") |
Hone Width (W") |
Hone Length (L") |
Insert Length (IL") |
Diamond Depth (X") |
Order # | Hone Thickness (T") |
Hone Width (W") |
Hone Length (L") |
Insert Length (IL") |
Diamond Depth (X") |
|
| 24-4010 | 1/4 | 3/8 | 4 | 1 | 1/16 | 25-4010 | 1/4 | 3/8 | 4 | 1 | 1/16 | |
| 24-4020 | 3/8 | 3/8 | 4 | 1 | 1/16 | 25-4020 | 3/8 | 3/8 | 4 | 1 | 1/16 | |
| 24-6020 | 3/8 | 3/8 | 6 | 1 | 1/16 | 25-6020 | 3/8 | 3/8 | 6 | 1 | 1/16 | |
 Special Diamond or CBN Grinding Wheels designed for your specific needs. |
Dressing Sticks for Diamond Wheels | |
 |
||
| Order # | Size " | |
| 26-001A | Aluminum Oxide 3/4 x 3/4 x 4 | |
| 26-001S | Silicon Carbide 1/2 x 1/2 x 6 | |
| SPECIFY: GRIT SIZE, CONCENTRATION, HOLE SIZE, AND MATERIAL |
| MANY OTHER SIZES AVAILABLE IN ALL STYLES |
Silver-Line Diamond Wheels [top]
| Designed for the small shop, where high volume usage is not important, but cost saving is. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
C = Coarse = 100 Grit M = Medium = 150 Grit F = Fine = 220 Grit • STOCKED ITEMS
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Diamond/CBN Wheel Truing Devices [top]
 Unique, inexpensive, and easy to set up with or without magnetic chuck and comes in 2 grit sizes. Ideal for dressing smaller wheels. |
 Diamond grit tools for truing Borazon™ wheels only. |
 QUICK DRESS WITH MAGNETIC HOLDER. Economical, efficient, accurate way to true Borazon™ wheels. Can also be used for dressing angles and radii. |
||||||
| Item | Order No. | Stock | Item | Order No. | Stock | Item | Order No. | Stock |
| Dresser | 27-001 | • | 1/8 x 1/8 head | 30-001 | • | Holder | 101-001 | • |
| Coarse Wheel | 27-002 | • | 1/4 x 1/4 head | 30-002 | • | Quick Dress | 29-001 | • |
| Medium Wheel | 27-003 | • | 3/8 x 3/8 head | 30-003 | • | |||
 |
|
||||||||||||||||||
| Easy Operation Rotate the wheel and bring into contact with the Diamond/CBN wheel to be trued. Oscillate the unit and truing wheel across the face of the wheel being trued using the machine cross-slide. Apply sufficient downfeed to maintain the wheel rotation. Continue until the wheel exhibits an even coloration. The Diamond/CBN wheel will now run true. It is desirable with diamond and essential with CBN that the wheel surface be "opened up" following brake truing. This is achieved by dressing with an aluminum oxide dressing stick. |
|||||||||||||||||||
Metal Bonded Core Drills [top]
For Glass, Ceramics & Quartz
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||